Instala la aplicación
How to install the app on iOS
Follow along with the video below to see how to install our site as a web app on your home screen.
Nota: Es posible que esta función no esté disponible en algunos navegadores.
Estás utilizando un navegador obsoleto. Puede que este u otros sitios no se muestren correctamente.
Debes actualizarlo o utilizar un navegador alternativo.
Debes actualizarlo o utilizar un navegador alternativo.
Remolcador de puerto JJ Serris, a vueltas con las helices y
- Iniciador del tema Xavier
- Fecha de inicio




gerardo navarro
Leyenda
Xavier dijo:¡Ah!, olvidaba decir que he quedado sorprendido por la cantidad de lecturas de este hilo, (¿será un error de cálculo?... espero satisfacer a los lectores....
como no vamos a ver tus trabajos, si aprendemos de ellos, y son muy buenos, tu remorcador es un trabajo maravilloso, y muy pulcro y tecnico...
:wink:

losdelgoya
Veterano
Esa bitácora, y bueno, todo lo demás está de película.
Aunque lo intuyo, podrías explicar como la hiciste?.
Saludos
Luis
Aunque lo intuyo, podrías explicar como la hiciste?.
Saludos
Luis
Hola amigo, he estado repasando tu post y me parece un trabajo realmente exquisito y con un nivel de perfección y detalle fantasticos!!!  De verdad que me encanta la finura con la que trabajas, voy a seguir este post de cerca :wink:
De verdad que me encanta la finura con la que trabajas, voy a seguir este post de cerca :wink:
Saludosss!!!
Pau
PD: Si pudieses poner mas fotillos de los detalles del barco, son realmente perfectos! (Estoy restaurando una antigua lancha de madera y quiero transformarla en otro barco R/C y me gusta mucho tu forma de trabajar en los detalles.)
Saludosss!!!
Pau
PD: Si pudieses poner mas fotillos de los detalles del barco, son realmente perfectos! (Estoy restaurando una antigua lancha de madera y quiero transformarla en otro barco R/C y me gusta mucho tu forma de trabajar en los detalles.)
Hola,
Para la fabricación de la bitácora empleé chapa de 0,5 mm. de cobre para la embutición de la envolvente. Recorté un disco de aprox. 18mm de diám- y mediante un punzon o troquel cilindrico con la punta redondeada de 10mm,, lo introduje a presión en un orificio de 11 mm. taladrado en una placa acero de 1cm de espesor , de manera que salio una semiesfera. repito la operación y con la otra semiesfera debidamente torneadas y rebajadas encajan una sobre la otra formando la envolvente. La superior lleva elorificio eliptico, con cerquillo. Si puedo, y encuentro los utillajes, ya pasaré fotos. La base es de latón torneado, mañana paso mas fotos de detalle.
La rueda de timón es algo más laboriosa. Los radios, para que salieran todos iguales, empleé un torno Emco Unimat 3 que no usaba y lo convertí provisionalmente en un copiador.
Resultó perfecto, pues una vez conseguida la plantilla de una hoja de sierra con el perfil del radio, y después de muchas pruebas con diferentes maderas que no debia astillarse al tornear( Al final fué boj), fabrique un contrapunto giratorio con un agujero cuadrado donde encajaba el listón de boj de 2X2 y de ahí salieron 20 ó 30 radios idénticos en un momento.
Para ello, al torno le retiré el husillo del carro transversal, de manera que quedaba libre desplazándose a mano y le atornillé por el lado de la derecha una cuchilla como palpador que encajaba en la plantilla atornillada a la parte pòsterior del torno, y con el carro orientable a 90 º iba acercando la herramienta al listón hasta la medida correcta para conseguir el diámetro deseado.
Paso unas fotos donde se adivina el invento. Decir que si en vez de madera se usa latón los radios salen mucho mejor. Pienso que este útil sería muy adecuado para tornear series de minicañones , o piezas torneadas muy pequeñas, Sólo hay que, mediante un disco de abrasivo fino y con la dremel, o lima de diamante, dar el perfil deseado en la plantilla de hoja de sierra...
Adjunto también unas fotos del gancho y detalles de portillos...
Hasta pronto y salut,
Xavier
Para la fabricación de la bitácora empleé chapa de 0,5 mm. de cobre para la embutición de la envolvente. Recorté un disco de aprox. 18mm de diám- y mediante un punzon o troquel cilindrico con la punta redondeada de 10mm,, lo introduje a presión en un orificio de 11 mm. taladrado en una placa acero de 1cm de espesor , de manera que salio una semiesfera. repito la operación y con la otra semiesfera debidamente torneadas y rebajadas encajan una sobre la otra formando la envolvente. La superior lleva elorificio eliptico, con cerquillo. Si puedo, y encuentro los utillajes, ya pasaré fotos. La base es de latón torneado, mañana paso mas fotos de detalle.
La rueda de timón es algo más laboriosa. Los radios, para que salieran todos iguales, empleé un torno Emco Unimat 3 que no usaba y lo convertí provisionalmente en un copiador.
Resultó perfecto, pues una vez conseguida la plantilla de una hoja de sierra con el perfil del radio, y después de muchas pruebas con diferentes maderas que no debia astillarse al tornear( Al final fué boj), fabrique un contrapunto giratorio con un agujero cuadrado donde encajaba el listón de boj de 2X2 y de ahí salieron 20 ó 30 radios idénticos en un momento.
Para ello, al torno le retiré el husillo del carro transversal, de manera que quedaba libre desplazándose a mano y le atornillé por el lado de la derecha una cuchilla como palpador que encajaba en la plantilla atornillada a la parte pòsterior del torno, y con el carro orientable a 90 º iba acercando la herramienta al listón hasta la medida correcta para conseguir el diámetro deseado.
Paso unas fotos donde se adivina el invento. Decir que si en vez de madera se usa latón los radios salen mucho mejor. Pienso que este útil sería muy adecuado para tornear series de minicañones , o piezas torneadas muy pequeñas, Sólo hay que, mediante un disco de abrasivo fino y con la dremel, o lima de diamante, dar el perfil deseado en la plantilla de hoja de sierra...
Adjunto también unas fotos del gancho y detalles de portillos...
Hasta pronto y salut,
Xavier
Archivos adjuntos
-
 CIMG8085a.JPG301,5 KB · Visitas: 5.266
CIMG8085a.JPG301,5 KB · Visitas: 5.266 -
 CIMG8087a.JPG256,3 KB · Visitas: 5.266
CIMG8087a.JPG256,3 KB · Visitas: 5.266 -
 CIMG8089a.JPG251,8 KB · Visitas: 5.266
CIMG8089a.JPG251,8 KB · Visitas: 5.266 -
 CIMG8090a.JPG243,4 KB · Visitas: 5.266
CIMG8090a.JPG243,4 KB · Visitas: 5.266 -
 CIMG8093a.JPG251,4 KB · Visitas: 5.266
CIMG8093a.JPG251,4 KB · Visitas: 5.266 -
 Detalle gancho 1.JPG249 KB · Visitas: 5.266
Detalle gancho 1.JPG249 KB · Visitas: 5.266 -
 detalle gancho 2.JPG250,4 KB · Visitas: 5.266
detalle gancho 2.JPG250,4 KB · Visitas: 5.266 -
 gancho remolque 1.JPG275,1 KB · Visitas: 5.266
gancho remolque 1.JPG275,1 KB · Visitas: 5.266 -
 plantilla taladrado.JPG36 KB · Visitas: 5.266
plantilla taladrado.JPG36 KB · Visitas: 5.266 -
 Taladrando a 0,6 mm.JPG36 KB · Visitas: 5.266
Taladrando a 0,6 mm.JPG36 KB · Visitas: 5.266 -
 tornillos ficticios.JPG34,4 KB · Visitas: 5.266
tornillos ficticios.JPG34,4 KB · Visitas: 5.266
losdelgoya
Veterano
Gracias por la explicación. Ya me imaginaba que sería troquelado, pero al verlo en cobre pensé que podría ser de aleación ligera, cubierto de cobre por electrodeposición, y fundido posteriormente el estaño. Es una técnica en la que quiero experimentar, sobre todo para manguerotes de ventilación antiguos, botes, etc.
Ahora tengo que hacer 4 bitácoras, pero a 1:125, 5 mm. de diámetro ya son demasiados, probaré primero por embutición con latón recocido a ver que sale. Y en el peor de los casos tendrán que ser macizos al torno. Lo peor es la coña del visor.
Gracias y saludos
Luis
Ahora tengo que hacer 4 bitácoras, pero a 1:125, 5 mm. de diámetro ya son demasiados, probaré primero por embutición con latón recocido a ver que sale. Y en el peor de los casos tendrán que ser macizos al torno. Lo peor es la coña del visor.
Gracias y saludos
Luis
Genaro Miranda
Veterano
Saludo!!
Hola, gracias por lo comentarios;
respondiendo a algunas preguntas
El torneado lo veo má fácil y el visor lo puedes hacer a partir de tubo fino (p. ej. de antena) de 3x2 mm o similar cortado y aplastado u ovalado, soldandolo al cuerpo torneado,
El roscado de tornillos y tuercas es con machos y terrajas (el más pequeño M1, M1.2, M1,4 , etc.,)
Son medidas muy pequeñas y delicado el manejo. Con la práctica aprendes a no romper....
Continúo con los elementos de portillos e instrumentos del puente que son bastante laboriosos.
Luego sigo...
respondiendo a algunas preguntas
Me temo que con ese tamaño la embutición lo veo dificil pues tendrías que partir de chapa 1 décima como máximo.losdelgoya dijo:Ahora tengo que hacer 4 bitácoras, pero a 1:125, 5 mm. de diámetro ya son demasiados, probaré primero por embutición con latón recocido a ver que sale. Y en el peor de los casos tendrán que ser macizos al torno. Lo peor es la coña del visor.
Gracias y saludos
Luis
El torneado lo veo má fácil y el visor lo puedes hacer a partir de tubo fino (p. ej. de antena) de 3x2 mm o similar cortado y aplastado u ovalado, soldandolo al cuerpo torneado,
Toda la tornilleria es fabridada al torno a partir de varilla redonda o hexagonal con medidas que la más pequeña es de 1,2 mm entre caras y de ahí hasta la de 5,6, mm etc.Genaro Miranda dijo:
Saludo!!
El roscado de tornillos y tuercas es con machos y terrajas (el más pequeño M1, M1.2, M1,4 , etc.,)
Son medidas muy pequeñas y delicado el manejo. Con la práctica aprendes a no romper....
Continúo con los elementos de portillos e instrumentos del puente que son bastante laboriosos.
Luego sigo...
Archivos adjuntos





Sigo:
La reja de protección, la he hecho, por razones de rigidez de cuerda de piano de 0,5 mm. como es dificil de doblar o dar forma a a las medidas exactas de los taladros del marco del ojo de buey, he fabricado un útil formado por dos cuerpos que llevan empotradas varillas de cuerda de piano de 2mm, y desplazables fijándo la medida de separacion por medio de un tornillo que corre en la ranura de la parte fija.
Ahora, una de las cosas que me quedan es la fabricación de las luminarias adosadas a los mamparos (8 ó 9), y que aún no tengo resueltas, mañana me pongo a ver que sale..
Salut,
Xavier
Fotos del Remolcador JJ Serrís real
La reja de protección, la he hecho, por razones de rigidez de cuerda de piano de 0,5 mm. como es dificil de doblar o dar forma a a las medidas exactas de los taladros del marco del ojo de buey, he fabricado un útil formado por dos cuerpos que llevan empotradas varillas de cuerda de piano de 2mm, y desplazables fijándo la medida de separacion por medio de un tornillo que corre en la ranura de la parte fija.
Ahora, una de las cosas que me quedan es la fabricación de las luminarias adosadas a los mamparos (8 ó 9), y que aún no tengo resueltas, mañana me pongo a ver que sale..
Salut,
Xavier
Fotos del Remolcador JJ Serrís real
Archivos adjuntos
-
 CIMG8902.JPG195 KB · Visitas: 4.981
CIMG8902.JPG195 KB · Visitas: 4.981 -
 CIMG8906.JPG170,9 KB · Visitas: 4.981
CIMG8906.JPG170,9 KB · Visitas: 4.981 -
 CIMG8908.JPG217,6 KB · Visitas: 4.981
CIMG8908.JPG217,6 KB · Visitas: 4.981 -
 CIMG8910.JPG248,5 KB · Visitas: 4.981
CIMG8910.JPG248,5 KB · Visitas: 4.981 -
 CIMG8914.JPG236,9 KB · Visitas: 4.981
CIMG8914.JPG236,9 KB · Visitas: 4.981 -
 CIMG8915.JPG228,7 KB · Visitas: 4.981
CIMG8915.JPG228,7 KB · Visitas: 4.981 -
 CIMG8920.JPG245,3 KB · Visitas: 4.981
CIMG8920.JPG245,3 KB · Visitas: 4.981 -
 CIMG8921.JPG264,4 KB · Visitas: 4.981
CIMG8921.JPG264,4 KB · Visitas: 4.981 -
 CIMG8922.JPG233,1 KB · Visitas: 4.981
CIMG8922.JPG233,1 KB · Visitas: 4.981 -
 serris_r19.jpg29,6 KB · Visitas: 4.981
serris_r19.jpg29,6 KB · Visitas: 4.981 -
 serris_r22.jpg32,4 KB · Visitas: 4.981
serris_r22.jpg32,4 KB · Visitas: 4.981
gerardo navarro
Leyenda
"Dios" tenes manos prodigias, yo asi tuviese toda esa maquinaria que tienes, no podria ni sacarle rosca a un tornillo je je je al vino vino y al pan pan, sigo atento, cada dia se pone mas emocionante tu trabajo, muy bonito va ese remorcador...
:wink: :wink: :wink:
:wink: :wink: :wink:
CarlosMariano
Implicado
- Mensajes
- 470
- Puntos
- 16
Belissimo trabalho Xavier
salutos
salutos
Muchas gracias , Pira , Carlos, Gerardo..
Pira,...A ver cuando nos muestras tus nuevos avances con tu remolcador Montalt....
Ahora me he metido con las luminarias de cubierta... Es uno de los elementos que encuentro de más dificultad. Llevo dos días luchando con ello, a ver si doy con el método para la faricación de los 8 faroles. Lo que más me cuesta es la reja de protección de latón de 0,5 mm , que se desuelda al doblar... Al final me ha salido ésto, pero no me acaba de convencer. Os paso unas fotos del elemento encuestión, a falta de terminar...
Salut,
Xavier
Pira,...A ver cuando nos muestras tus nuevos avances con tu remolcador Montalt....
Ahora me he metido con las luminarias de cubierta... Es uno de los elementos que encuentro de más dificultad. Llevo dos días luchando con ello, a ver si doy con el método para la faricación de los 8 faroles. Lo que más me cuesta es la reja de protección de latón de 0,5 mm , que se desuelda al doblar... Al final me ha salido ésto, pero no me acaba de convencer. Os paso unas fotos del elemento encuestión, a falta de terminar...
Salut,
Xavier
Archivos adjuntos



gerardo navarro
Leyenda
Para mi estan bien las farolas, son iguales a las de la foto, tan solo falta pintarlas de blanco.. para su tamaño estan perfectas, hay que ser todo un mago para trabajar a ese tamaño....
saludos.. :wink: :wink:
saludos.. :wink: :wink:
Hola de nuevo,
Continuando con las luces de cubierta, paso a explicar un poco el proceso de construcción, que me ha llevado de cabeza, hasta que he conseguido un resultado aceptable. Al tratarse de 8 unidades la única forma que se me ocurre para que salgan iguales o casi, es mediante plantillas o utillajes adecuados.
Se emplea cierto tiempo para la preparación de los utillajes, pero queda compensado por la rapidez en las operaciones .
Si este método puede servir para alguien o dar alguna idea , estupendo...
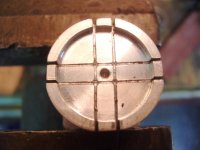
El cuerpo exterior de la luminaria es a partir de barra de latón de 12 mm torneada exterior a 11 mm y 10 mm. interior. En esa zona he taladrado 8 agujeros de 0.5 mm., donde se alojan los extremos de la reja de protección, para lo cual hice una plantilla en acero con los 8 taladros de guía.
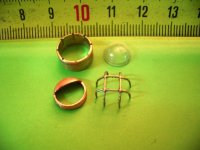
Para la rejilla de protección , empecé soldando directamente los alambres cruzados uno sobre otro. Este método además de ofrecer muy poca superfície de contacto entre los almbres quedaban desplazados . para evitar est preparé otro útil para conformar unas muescas en los alambres de manera que quedan en el mismo plano y además la zona de soldadura aumenta considerablemente. La parrilla de 4 varillas cruzadas así obtenida, se conforma y adapta sobre un trozo de acero o madera redondeado, para adaptarse al casquete interior.
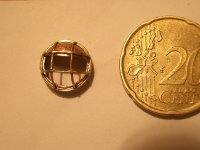
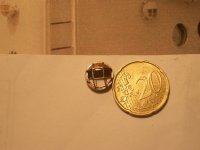
El cuerpo interior (un sector de casquete abombado) es a partir de chapa de cobre de 0,5mm embutida. El punzón es de acero torneado de 8 mm. con la cabeza redondeada según la forma deseada. Como base o matriz empleo un viejo rodamiento de 8mm de diám. int. . Se recorta circulos de chapa de cobre de aprox 18 mm. y, previamenbte recocida, se embute en el rodamiento, Para ello usé en principio, el tornillo de banco, pero dado que si no se centra bien el punzon a la hora de apretar (por tener que aguantar las piezas en posición horizontal y sólo dispongo de dos manos, queda una pieza algo irregular,Luego me acordé que hace mucho tiempo compre en el rastro una pequeña punzonadora de cremallera y la adapté para este trabajo . La tarea se simplifica notablemente...
Una vez obtenidos los casquetes se triman al torno y se recortan con la sierra de arco para dar forma a la visera,
Los cristales abombados son de plástico de 0,5 mm también ebutidos. En este caso el punzón es de 7 mm y el rodamiento de 8 mm. Es necesario calentar el plástico con la pistola de aire caliente segundos antes de la embutición. No habia probado este sistema y he quedado contento con el resultado.
La operación mas delicada es la introducción de las 8 patas de la reja en los agujeros del cuerpo con el casquete montado. Es cuestión de paciencia y lupa...
Ahora quedan los soportes de fijación al mamparo, pero esto creo no será problema.
Paso unas fotos del proceso siquiendo un orden más o menos como descrito.
Salut,
Xavier
Continuando con las luces de cubierta, paso a explicar un poco el proceso de construcción, que me ha llevado de cabeza, hasta que he conseguido un resultado aceptable. Al tratarse de 8 unidades la única forma que se me ocurre para que salgan iguales o casi, es mediante plantillas o utillajes adecuados.
Se emplea cierto tiempo para la preparación de los utillajes, pero queda compensado por la rapidez en las operaciones .
Si este método puede servir para alguien o dar alguna idea , estupendo...
El cuerpo exterior de la luminaria es a partir de barra de latón de 12 mm torneada exterior a 11 mm y 10 mm. interior. En esa zona he taladrado 8 agujeros de 0.5 mm., donde se alojan los extremos de la reja de protección, para lo cual hice una plantilla en acero con los 8 taladros de guía.
Para la rejilla de protección , empecé soldando directamente los alambres cruzados uno sobre otro. Este método además de ofrecer muy poca superfície de contacto entre los almbres quedaban desplazados . para evitar est preparé otro útil para conformar unas muescas en los alambres de manera que quedan en el mismo plano y además la zona de soldadura aumenta considerablemente. La parrilla de 4 varillas cruzadas así obtenida, se conforma y adapta sobre un trozo de acero o madera redondeado, para adaptarse al casquete interior.
El cuerpo interior (un sector de casquete abombado) es a partir de chapa de cobre de 0,5mm embutida. El punzón es de acero torneado de 8 mm. con la cabeza redondeada según la forma deseada. Como base o matriz empleo un viejo rodamiento de 8mm de diám. int. . Se recorta circulos de chapa de cobre de aprox 18 mm. y, previamenbte recocida, se embute en el rodamiento, Para ello usé en principio, el tornillo de banco, pero dado que si no se centra bien el punzon a la hora de apretar (por tener que aguantar las piezas en posición horizontal y sólo dispongo de dos manos, queda una pieza algo irregular,Luego me acordé que hace mucho tiempo compre en el rastro una pequeña punzonadora de cremallera y la adapté para este trabajo . La tarea se simplifica notablemente...
Una vez obtenidos los casquetes se triman al torno y se recortan con la sierra de arco para dar forma a la visera,
Los cristales abombados son de plástico de 0,5 mm también ebutidos. En este caso el punzón es de 7 mm y el rodamiento de 8 mm. Es necesario calentar el plástico con la pistola de aire caliente segundos antes de la embutición. No habia probado este sistema y he quedado contento con el resultado.
La operación mas delicada es la introducción de las 8 patas de la reja en los agujeros del cuerpo con el casquete montado. Es cuestión de paciencia y lupa...
Ahora quedan los soportes de fijación al mamparo, pero esto creo no será problema.
Paso unas fotos del proceso siquiendo un orden más o menos como descrito.
Salut,
Xavier
Archivos adjuntos
-
 CIMG8973A.JPG239,9 KB · Visitas: 4.726
CIMG8973A.JPG239,9 KB · Visitas: 4.726 -
 CIMG8945.JPG228,4 KB · Visitas: 4.726
CIMG8945.JPG228,4 KB · Visitas: 4.726 -
 CIMG8946.JPG246,8 KB · Visitas: 4.726
CIMG8946.JPG246,8 KB · Visitas: 4.726 -
 CIMG8947.JPG260,2 KB · Visitas: 4.726
CIMG8947.JPG260,2 KB · Visitas: 4.726 -
 CIMG8978A.JPG294,3 KB · Visitas: 4.726
CIMG8978A.JPG294,3 KB · Visitas: 4.726 -
 CIMG8977A.JPG257,8 KB · Visitas: 4.726
CIMG8977A.JPG257,8 KB · Visitas: 4.726 -
 CIMG8951.JPG252,9 KB · Visitas: 4.726
CIMG8951.JPG252,9 KB · Visitas: 4.726 -
 CIMG8953.JPG259,8 KB · Visitas: 4.726
CIMG8953.JPG259,8 KB · Visitas: 4.726 -
 CIMG8955.JPG243,5 KB · Visitas: 4.726
CIMG8955.JPG243,5 KB · Visitas: 4.726 -
 CIMG8956.JPG260 KB · Visitas: 4.726
CIMG8956.JPG260 KB · Visitas: 4.726 -
 CIMG8957.JPG44,7 KB · Visitas: 4.726
CIMG8957.JPG44,7 KB · Visitas: 4.726 -
 CIMG8958.JPG267 KB · Visitas: 4.726
CIMG8958.JPG267 KB · Visitas: 4.726 -
 CIMG8971.JPG247,2 KB · Visitas: 4.726
CIMG8971.JPG247,2 KB · Visitas: 4.726 -
 CIMG8974A.JPG269,1 KB · Visitas: 4.726
CIMG8974A.JPG269,1 KB · Visitas: 4.726 -
 CIMG8975.JPG246 KB · Visitas: 4.726
CIMG8975.JPG246 KB · Visitas: 4.726
Continúo con las lamparitas de marras...
Sigo con los cristales (plásticos) de la luminaria. He empleado lámina de plástico termoformable de 0,5mm (podria haber servido envase de gaseosa o similar).
Hasta pronto y
Salut,
Xavier
Sigo con los cristales (plásticos) de la luminaria. He empleado lámina de plástico termoformable de 0,5mm (podria haber servido envase de gaseosa o similar).
Hasta pronto y
Salut,
Xavier
Archivos adjuntos
-
 CIMG8962.JPG247,4 KB · Visitas: 5.194
CIMG8962.JPG247,4 KB · Visitas: 5.194 -
 CIMG8963.JPG233,2 KB · Visitas: 5.194
CIMG8963.JPG233,2 KB · Visitas: 5.194 -
 CIMG8964.JPG248,3 KB · Visitas: 5.194
CIMG8964.JPG248,3 KB · Visitas: 5.194 -
 CIMG8965.JPG216,9 KB · Visitas: 5.194
CIMG8965.JPG216,9 KB · Visitas: 5.194 -
 CIMG8967.JPG225,7 KB · Visitas: 5.194
CIMG8967.JPG225,7 KB · Visitas: 5.194 -
 CIMG8969.JPG216,2 KB · Visitas: 5.194
CIMG8969.JPG216,2 KB · Visitas: 5.194 -
 CIMG8970.JPG261,8 KB · Visitas: 5.194
CIMG8970.JPG261,8 KB · Visitas: 5.194 -
 CIMG8979A.JPG271,1 KB · Visitas: 5.194
CIMG8979A.JPG271,1 KB · Visitas: 5.194 -
 CIMG8976.JPG248,2 KB · Visitas: 5.194
CIMG8976.JPG248,2 KB · Visitas: 5.194
gerardo navarro
Leyenda
ya se quien eres, un extraterrestre, je je je, para poder hacer eso tan perfecto y en ese tamaño, ojala supiera aunque sea el 10% de lo que sabes, me seria muy util... hermosas lamparitas.. auntenticas.... la pintastes con aerografo o pincel...
saludos...
saludos...