n las guiaJoaquín,
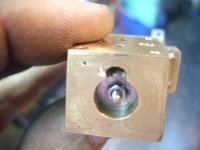
Yo creo que no hay una dificultad de construcción especial . Si acaso, la dificultad del pequeño tamaño. Las tolerancias de ajuste han de ser menores de 5 centésimas y, en ocasiones, de 1 o 2 centésimas, obligando el uso frecuente del micrómetro. Para el marcaje de centros de taladros tengo que emplear la lupa. Especial dificultad para mí, el taladrado y mecanizado a 90º en bielas etc.
Luego esta el ensamblaje de las piezas, que ha de ser suave al deslizamiento, con las menores holguras. He pasado mucho tiempo (y lo que queda). ajustando crucetas, guías, vastagos en las columnas, así como alineación de bielas con sus cilindros y pistones.
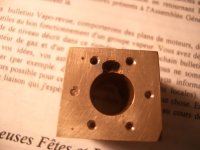
Tal vez de las algunas piezas laboriosas como , los bloques de cilindros, caja de distr. A.P,, el cigüeñal , las columnas, etc
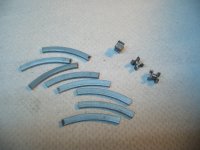
Otras veces es tedioso el trabajo repetitivo: 3, 6 o 12 piezas iguales, sin contar con la serie de tornillos, (calculo más de 200 en total) de varias medidas pequeñas ( nada de ferreterías).
El gran inconveniente o defecto mío es que trabajo sin planos, y voy resolviendo a medida que avanza el cacharro. A veces hay que repetir y replantear las piezas
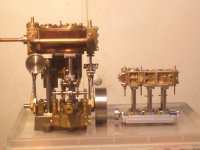
De todas maneras, es un gustazo cuando montas los conjuntos y al final logras el encaje perfecto y suave, Si no , a repetir la/las piezas.Y aún queda el montaje de excéntricas y regulación de la distribución con el cambio.....
Si al final funciona, (pruebas con aire, casi siempre de madrugada, el silencio y tranquilidad de mi tallercillo..) es un gustazo increible...
Xavier