Instala la aplicación
How to install the app on iOS
Follow along with the video below to see how to install our site as a web app on your home screen.
Nota: Es posible que esta función no esté disponible en algunos navegadores.
Estás utilizando un navegador obsoleto. Puede que este u otros sitios no se muestren correctamente.
Debes actualizarlo o utilizar un navegador alternativo.
Debes actualizarlo o utilizar un navegador alternativo.
CONSTRUCCION EN LATON DE LA M/N " MONTE ULIA" UTILIZACION D
- Iniciador del tema losdelgoya
- Fecha de inicio
CarlosMariano
Implicado
- Mensajes
- 470
- Puntos
- 16
Hola caros colegas e amigos
Excelente e simples a ideia do copiador . Tenho visto coisas complicadas , mas assim como voçe faz e´ muito facil e pratico
Salutos
Carlos
Excelente e simples a ideia do copiador . Tenho visto coisas complicadas , mas assim como voçe faz e´ muito facil e pratico
Salutos
Carlos
Maquinilla
Veterano
Luis. Gracias por mostrar este magnifico trabajo lleno de arte y maestría, es evidente tu gran dominio y conocimiento de la materia.
Pienso seguir tú paso a paso, pues de él ya estoy aprendiendo, otra cosa seria atreverme a realizar algún fotograbado pues a priori veo muy difícil lo que tú haces tan sencillo.
Saludos
Pienso seguir tú paso a paso, pues de él ya estoy aprendiendo, otra cosa seria atreverme a realizar algún fotograbado pues a priori veo muy difícil lo que tú haces tan sencillo.
Saludos
Manuel Carballo
Veterano
Que tal Losdelgoya, verdaderamente impresionante tu trabajo, la verdad no lo habia visto, pero es increible, lo voy a leer completo y seguir atentamente tu hilo, practicamente no he trabajado con metal, pero es interesantisimo, ademas de la aplicación que tambien tiene para las piezas metalicas de los modelos de madera.
Un abrazo
Un abrazo
losdelgoya
Veterano
Muchas gracias a todos por vuestros elogios y ánimos.
Es una lástima que no intentéis seguir esta técnica, pues da solución a muchos problemas que se presentan al realizar una maqueta, sobretodo trabajando con piezas pequeñas.
No es tan dificil como puede parecer, y estoy a vuestra disposición para cuantas consultas se os
puedan presentar.
Mañana o pasado, a ver si tengo mas tiempo, puedo seguir con algunas otras piezas que estoy terminando.
Saludos para todos.
Luis
Es una lástima que no intentéis seguir esta técnica, pues da solución a muchos problemas que se presentan al realizar una maqueta, sobretodo trabajando con piezas pequeñas.
No es tan dificil como puede parecer, y estoy a vuestra disposición para cuantas consultas se os
puedan presentar.
Mañana o pasado, a ver si tengo mas tiempo, puedo seguir con algunas otras piezas que estoy terminando.
Saludos para todos.
Luis
Manuel Carballo
Veterano
Definitivamente voy a tratar de utilizar esta tecnica, voy a estudiar tu hilo y ya te estare molestando con dudas.
Un abrazo
Un abrazo
gerardo navarro
Leyenda
losdelgoya
Veterano
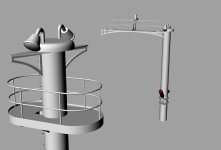
Para la carga y descarga de la mercancía, este buque lleva 8 palos con 16 puntales. Los dos de proa unidos por la parte superior mediante una cruceta.
En el plano se ve como han de quedar una vez construidos.
En el plano se ve como han de quedar una vez construidos.
Archivos adjuntos
losdelgoya
Veterano
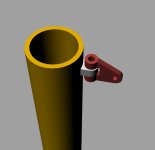
En las siguientes fotografías vemos el conjunto de elementos que habrá que soldar para su terminación. Todas las piezas planas se han realizado mediante fotograbado, algunas de las cuales se han curvado para alojar el bulón de giro, ya que todas las partes móviles del barco, también lo serán en la maqueta.
Archivos adjuntos


losdelgoya
Veterano
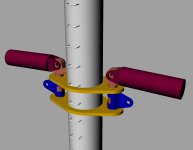
Una vez dispuestos todos los elementos en su correspondiente palo, y soldados, el conjunto queda como se ve en las fotos.
El palo bípode de proa tiene en su parte inferior un refuerzo que se ha soldado únicamente para conservar el paralelismo entre ellos. Se cortará a la hora de instalarlo en el modelo.
Veo que en la última foto el manguerote con el que termina el palo de la izquierda está mas elevado.
Es debido a que esa pieza no la he encajado hasta el fondo. No es problema.
El palo bípode de proa tiene en su parte inferior un refuerzo que se ha soldado únicamente para conservar el paralelismo entre ellos. Se cortará a la hora de instalarlo en el modelo.
Veo que en la última foto el manguerote con el que termina el palo de la izquierda está mas elevado.
Es debido a que esa pieza no la he encajado hasta el fondo. No es problema.
Archivos adjuntos






losdelgoya
Veterano
Las piezas que conforman el palo, se sueldan muchas de ellas mediante un pequeño taladro (1 mm.) que se hace en el palo con el fin de introducir en él el "rabito" que a tal efecto pongo, para mantener la pieza en su lugar sin que haya movimientos extraños. Las piezas de la parte inferior como van ajustadas al palo no tienen problema.
Os pongo a continuación la fabricación de los motones que si no me equivoco lleva 50 en los palos y puntales, y otros doce en los pescantes de los botes salvavidas.
Todos son con polea sencilla, a excepción de cuatro que las llevan dobles.
Las poleas son de 2,5 mm. de diámetro, y como las hay en el mercado, las he comprado. Las dobles están hechas por mi al torno.
Las chapas que conforman los motones huelga decir que están fotograbadas.
El secreto de estas soldaduras finas, me parece que ya lo he dicho en alguna ocasión, está en cortar trozos muy pequeños de estaño con el fin de no tener que repasar.
Incluyo una foto de los motones originales. Algo se parecen.
Os pongo a continuación la fabricación de los motones que si no me equivoco lleva 50 en los palos y puntales, y otros doce en los pescantes de los botes salvavidas.
Todos son con polea sencilla, a excepción de cuatro que las llevan dobles.
Las poleas son de 2,5 mm. de diámetro, y como las hay en el mercado, las he comprado. Las dobles están hechas por mi al torno.
Las chapas que conforman los motones huelga decir que están fotograbadas.
El secreto de estas soldaduras finas, me parece que ya lo he dicho en alguna ocasión, está en cortar trozos muy pequeños de estaño con el fin de no tener que repasar.
Incluyo una foto de los motones originales. Algo se parecen.
Archivos adjuntos




losdelgoya
Veterano
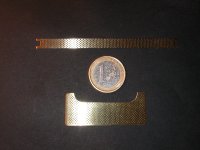
Respondiendo al amigo Maquinilla, a cuenta de las chapas de forrado de la obra viva, incluyo dos fotos de chapas con taladros de 0,5 mm. Si bajas el tiempo de inmersión de la pieza en el cloruro férrico, solamente se marcarían los taladros sin llegar a perforar. Yo creo que quedaría bien, pues la disposición del dibujo de los taladros, lo harías según pidiera el barco. Sencillos o dobles... al tresbolillo o como quisieras.
Archivos adjuntos

zapalobaco
Leyenda
Sorprendente.
Yo no soy capaz de poner dos soldaduras en la misma pieza, cuando sueldo la segunda, se me suelta la primera.
Quizá convendría que nos dieses un pequeño curso de soldadura. Para los principiantes.
Salud y enhorabuena.
Yo no soy capaz de poner dos soldaduras en la misma pieza, cuando sueldo la segunda, se me suelta la primera.
Quizá convendría que nos dieses un pequeño curso de soldadura. Para los principiantes.
Salud y enhorabuena.
gerardo navarro
Leyenda
losdelgoya
Veterano
Hola Zapalobaco: Pondré en los próximos días la forma, mas detalladamente, como he soldado tanto el palo que lleva una plataforma en la parte superior, como la escala real, que hasta ahora son las piezas que quizás tengan mas dificultad.
Por cierto como va el Correillo?.
Saludos
Luis
Por cierto como va el Correillo?.
Saludos
Luis
zapalobaco
Leyenda
losdelgoya dijo:Hola Zapalobaco: Pondré en los próximos días la forma, mas detalladamente, como he soldado tanto el palo que lleva una plataforma en la parte superior, como la escala real, que hasta ahora son las piezas que quizás tengan mas dificultad.
Por cierto como va el Correillo?.
Saludos
Luis
El correillo me mira cada día de forma acusadora y me dice: ¿Me has abandonado?
No, es que lo que he llamado el lado oscuro de la documentación me tiene absorto.
Pronto seguiré, más, después de que ayer recibiese la visita de José Rodrígez que tuvo la amabilidad de venir a pasar el día conmigo.
Buenas tardes ,entre el Cat -el fotogravado y ahora el cursillo de soldadura me teneis alucinado ,que bien te esta quedando como trabajas la descomposion de pzas. solo me queda decirte company que estoy atento a tus avances, un saludo Tasso
losdelgoya
Veterano
Para el que no conozca esta página, hay excelentes maquetas en latón.
http://www.hot.ee/revall/revallSM1.html" onclick="window.open(this.href);return false;
http://www.hot.ee/revall/revallSM1.html" onclick="window.open(this.href);return false;
losdelgoya
Veterano
Como le prometí a Zapolabaco voy a tratar de exponer como realizar los trabajos de soldadura que a veces pueden presentarse en la construcción de nuestros modelos. No trato de realizar una tesis ex cátedra, simplemente mostrar como yo los hago con mas o menos fortuna. Se que algunos con mas conocimientos que yo pensarán que incluso cometo herejías, pero aquí todos somos aprendices y yo solo reflejo mi forma de acometer esas labores. Ojala alguno pudiese enseñarme algo mas.
Voy a explicar la forma en que he realizado, tanto la escala real y resto de escalas que lleva este barco (9 en total, ya mostradas en páginas anteriores), como los palos de carga.
Como norma general para la feliz culminación de este trabajo se requiere una serie de pautas que paso a exponer.
1º - Utilización de un soldador adecuado al trabajo requerido.
Sería un gran inconveniente emplear un soldador de por ejemplo 80 watios, para este tipo de piezas tan pequeñas, con grave riesgo de fundir el estaño de lo ya soldado. Los tubos que conforman los palos son de 6 mm. de espesor y 0.5 de pared.
2º - La limpieza y desengrase de las piezas también mejora la adhesión.
Yo debo reconocer que este capítulo me lo he saltado. Incluso después de procesos anteriores , como torneado o manipulación de las piezas, no ha afectado a la soldadura. Pero si es conveniente tenerlo en cuenta. Hay personas que por sus especiales características en el propio sudor, trasfieren grasilla o algún acido a las piezas. Yo he conocido personas que al tocar una pieza de hierro en estado brillante al poco tiempo se notaban perfectamente sus huellas oxidadas. Y en mi campo, el de fabricación de embarcaciones en materiales compuestos, en los moldes perfectamente pulidos y brillantes al tocarlos ciertas personas dejaban sus huellas muy marcadas, y había que emplearse a fondo para quitarlas, sobretodo si había pasado algún tiempo.
3º - No tomar la proporción de estaño a transferir directamente del rollo.
Es preferible cortar con un cúter trozos muy pequeños en forma de arandelas. Si nos quedamos cortos, siempre podemos coger otra “arandela”. De esta forma evitamos el exceso de estaño y el consiguiente trabajo de repasado.
4º - Tener siempre a mano una esponja o trapo húmedo para limpiar la punta del soldador, de
forma que siempre se mantenga limpio y brillante y de paso quita también el exceso de estaño.
5º - Yo prefiero los rollos que llevan en el interior flux o fundente. Y en cuanto al decapante me
me inclino por el zinc disuelto hasta su saturación en ácido clorhídrico. Lo podemos comprar en cualquier supermercado a menos de 1 € (Salfumant para limpieza de inodoros y demás). En un recipiente de cristal echamos una pequeña cantidad del ácido y a continuación añadimos trocitos de zinc. Enseguida vemos como es atacado por el ácido y empieza a burbujear, hasta que llega un momento en que ya para la reacción. No hace falta sacar los trozos de zinc no disuelto, sino que a medida que se va gastando el líquido, añadimos mas salfumant.
Con este decapante después de soldar, limpiaremos las piezas con agua para evitar que el ácido siga actuando en la pieza.
Quizás el inconveniente que tiene este decapante es que las puntas de los soldadores, sino están bien cubiertas de estaño, ataque al metal de la punta, comiéndoselo. En los dos soldadores que he utilizado para realizar estas piezas, en el de punta plana se nota mas este efecto. El de punta redonda le tengo hace bastante tiempo y dura como las Durecell. De todas formas han trabajado mucho, y como son baratos ( 7 y 9 €), el deterioro económico no es grave. Con el ácido a mi me corren mucho mejor las soldaduras, y esto es fundamental pues nada mas aplicar el calor en el punto deseado, en un instante queda soldado, evitando el sobrecalentamiento de la pieza que puede llevar al desastre. Como curiosidad os diré que en todas las piezas ya realizadas, en ninguna he tenido que disponer ningún elemento de enfriamiento al lado. Léase trapo húmedo contiguo a la soldadura a realizar, para impedir la trasmisión del calor a otras zonas de la pieza.
El inconveniente que para mi tiene el flux que se compra en botecitos, es la grasa que deja. Para un buen pintado o tratamiento superficial posterior (pretendo darlas un baño de plata o níquel), es que se requiere un desengrase mas a fondo.
6º - Tratar de sujetar las piezas firmemente, para evitar que se deshaga lo ya soldado. En las
pinzas de cocodrilo, el muelle pierde su elasticidad con el calor, y por supuesto el plástico es totalmente desaconsejado.
Yo creo que con estas ideas básicas, ya podéis introduciros en este mundillo.
Os muestro a continuación unas fotos del estaño y soldadores que he empleado. Con respecto al estaño, yo uso el que tiene como composición 60-40, pues el que lleva plata, si bien las soldaduras son más fuertes, también la terminación y limpieza de la pieza soldada es peor, con lo que hay que repasar más, y existe más riesgo de “desarmado”.
Voy a explicar la forma en que he realizado, tanto la escala real y resto de escalas que lleva este barco (9 en total, ya mostradas en páginas anteriores), como los palos de carga.
Como norma general para la feliz culminación de este trabajo se requiere una serie de pautas que paso a exponer.
1º - Utilización de un soldador adecuado al trabajo requerido.
Sería un gran inconveniente emplear un soldador de por ejemplo 80 watios, para este tipo de piezas tan pequeñas, con grave riesgo de fundir el estaño de lo ya soldado. Los tubos que conforman los palos son de 6 mm. de espesor y 0.5 de pared.
2º - La limpieza y desengrase de las piezas también mejora la adhesión.
Yo debo reconocer que este capítulo me lo he saltado. Incluso después de procesos anteriores , como torneado o manipulación de las piezas, no ha afectado a la soldadura. Pero si es conveniente tenerlo en cuenta. Hay personas que por sus especiales características en el propio sudor, trasfieren grasilla o algún acido a las piezas. Yo he conocido personas que al tocar una pieza de hierro en estado brillante al poco tiempo se notaban perfectamente sus huellas oxidadas. Y en mi campo, el de fabricación de embarcaciones en materiales compuestos, en los moldes perfectamente pulidos y brillantes al tocarlos ciertas personas dejaban sus huellas muy marcadas, y había que emplearse a fondo para quitarlas, sobretodo si había pasado algún tiempo.
3º - No tomar la proporción de estaño a transferir directamente del rollo.
Es preferible cortar con un cúter trozos muy pequeños en forma de arandelas. Si nos quedamos cortos, siempre podemos coger otra “arandela”. De esta forma evitamos el exceso de estaño y el consiguiente trabajo de repasado.
4º - Tener siempre a mano una esponja o trapo húmedo para limpiar la punta del soldador, de
forma que siempre se mantenga limpio y brillante y de paso quita también el exceso de estaño.
5º - Yo prefiero los rollos que llevan en el interior flux o fundente. Y en cuanto al decapante me
me inclino por el zinc disuelto hasta su saturación en ácido clorhídrico. Lo podemos comprar en cualquier supermercado a menos de 1 € (Salfumant para limpieza de inodoros y demás). En un recipiente de cristal echamos una pequeña cantidad del ácido y a continuación añadimos trocitos de zinc. Enseguida vemos como es atacado por el ácido y empieza a burbujear, hasta que llega un momento en que ya para la reacción. No hace falta sacar los trozos de zinc no disuelto, sino que a medida que se va gastando el líquido, añadimos mas salfumant.
Con este decapante después de soldar, limpiaremos las piezas con agua para evitar que el ácido siga actuando en la pieza.
Quizás el inconveniente que tiene este decapante es que las puntas de los soldadores, sino están bien cubiertas de estaño, ataque al metal de la punta, comiéndoselo. En los dos soldadores que he utilizado para realizar estas piezas, en el de punta plana se nota mas este efecto. El de punta redonda le tengo hace bastante tiempo y dura como las Durecell. De todas formas han trabajado mucho, y como son baratos ( 7 y 9 €), el deterioro económico no es grave. Con el ácido a mi me corren mucho mejor las soldaduras, y esto es fundamental pues nada mas aplicar el calor en el punto deseado, en un instante queda soldado, evitando el sobrecalentamiento de la pieza que puede llevar al desastre. Como curiosidad os diré que en todas las piezas ya realizadas, en ninguna he tenido que disponer ningún elemento de enfriamiento al lado. Léase trapo húmedo contiguo a la soldadura a realizar, para impedir la trasmisión del calor a otras zonas de la pieza.
El inconveniente que para mi tiene el flux que se compra en botecitos, es la grasa que deja. Para un buen pintado o tratamiento superficial posterior (pretendo darlas un baño de plata o níquel), es que se requiere un desengrase mas a fondo.
6º - Tratar de sujetar las piezas firmemente, para evitar que se deshaga lo ya soldado. En las
pinzas de cocodrilo, el muelle pierde su elasticidad con el calor, y por supuesto el plástico es totalmente desaconsejado.
Yo creo que con estas ideas básicas, ya podéis introduciros en este mundillo.
Os muestro a continuación unas fotos del estaño y soldadores que he empleado. Con respecto al estaño, yo uso el que tiene como composición 60-40, pues el que lleva plata, si bien las soldaduras son más fuertes, también la terminación y limpieza de la pieza soldada es peor, con lo que hay que repasar más, y existe más riesgo de “desarmado”.
Archivos adjuntos



Hilos Similares
- Respuestas
- 0
- Visitas
- 207
- Respuestas
- 37
- Visitas
- 12K
- Respuestas
- 5
- Visitas
- 614
- Respuestas
- 8
- Visitas
- 4K
- Respuestas
- 2
- Visitas
- 2K