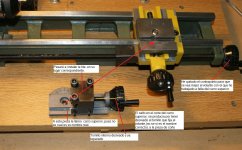
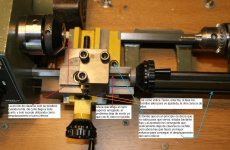
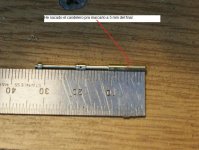
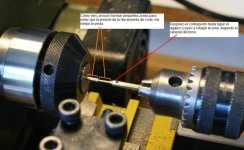
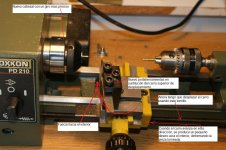
BUenos dias companys, en el tema se estan planteando varias cosas ,intentare esplicarme lo mejor que sepa ,1º normalmente siempre trabajamos en un zona muy concreta 30-40 mm ,esto produce en el tiempo un desgaste del husillo de avance pues la mesa del carro normalmernte es de hierro colado, pregunta tiene casquillo de bronce por donde se desliza el husillo ? yo por la foto no lo veo,lubricais el husillo regularmente,si esto no se realiza se produce desgaste ,tiene el toc. avance longitudinal en automatico ? por la foto creo que no, .hacer dos comprovaciones el carro se deswplaza por un cuerpo compuesto por una guia plana diria yo en la parte frontal de chario y una tropoicidal en la parte donde se coloca el operante ,la prueva consiste en colocar un reloj comparador sujeto ( mediante el pie magnetico )en la guia plana y la punta del comparador encima de la bancada es para comprovar el juego que regulan los dos topes roscados A asi com comprovar su balanceo para saber si un tope comprime mas o menos que el otro y cuando collamos la mesa mediante los tornillos B la dominamos el juego de la mesa con la bancada del torno no tiene que superar la 0.01mm, referente al tema de la diferencia en 200 de un milimetro seguro ? si esto ocurre quiere decir que el cabezal donde esta jugeto el plato el motor etc esta desalineado con la bancada ,como comprovarlo poner un cilindro rectificado la caña de un macho,la parte cilindrica de un broca sujeta con el plato y en el carro colocar un comparador desplazar el carro; que la punta del comparador este bien centrada que mantega una buena perpendicularidad con la zona cilindrica ,si observamos que esto tiene desviacion ,ver si existen tornillos de regulacion y corregir,si esto te ocurre con la pza sujeta en el plato y con un contrapunto (pzas largas )ver que el cabezal del contrapunto no este descentrado ,osea bajo en comparacion con el plato,poner un punto en el plato y otro en la contrapunta y situarlo frontalmente vereis si estan alineados o no. y como bien principal limpieza y engrase es decir mantenimiento. espero haberte sido util os mando un croquis bueno unos garabatos un saludo Tasso y a mandar . Se me olvidaba ajusta el charrio ( es donde esta collada la nueva hta )lateralmente lado derecho tiene que tener unos tornillitos allen tipo pitones que ajustaran la cuña lateral y evitara que se levante ,despues como consejo acerca mas la hta al soporte que no cuelge tanto











![IMG_5646 [].JPG](/data/attachments/51/51298-4b03394f8d5215d30551f6d526276b1c.jpg?hash=CnjLBPRjJZ)