Estos días he estado ocupado en la construcción de una pequeña caldera que pienso montar en un casco de medio metro y que será propulsado por la última maquinita Compound recientemente terminada y que mostré en este foro.
Se trata de una caldera cilíndrica o escocesa, horizontal de llama en retorno, que, a diferencia de las que comúnmente se comercializan o detallan en algun foro y que son de tipo de llama directa o semidirecta, ésta dispone de la caja de fuegos y haz de tubos vaporizadores totalmente incluido en el interior de la envolvente, de manera que las pérdidas de calor son mínimas. y se ve reflejado en el rendimiento (consumo de gas)
Esto supone un mayor trabajo de soldadura, así como una mayor minuciosidad en la ejecución y verificación de las mismas, antes de cerrar la envolvente con las tapas, pues cualquier defecto o falta de penetración se traducirá en fugas interiores, imposibles de reparar.
Por otro lado, para este tipo de soldadura fuerte, se requiere preferiblemente el uso del oxibutano, oxipropano , o mejor oxiacetileno , aunque este último no es estrictamente necesario en estos tamaños de calderas.
Si no se dispone de estas últimas, un buen soplete de butano con boquilla de tipo dardo con potencia de 300 gr/h, puede valer también. Es de gran ayuda el aporte adicional de un soplete extra para calentado previo de tido el conjunto.
Para un mejor acabado de las tapas y su ajuste en la virola he empleado como moldes de embutición bridas de tuberias debidamente torneadas a las medidas del tubo, así como machones de latón tambien torneados , que serviran como núcleo o molde para el caso.
ya que siempre prefiero soldar las tapas con solapa en lugar de por testa.
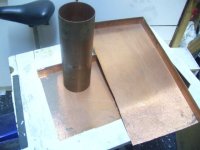
Dispongo de un trozo de tubo de cobre de medidas algo raras Diam. ext=79,5
int=76,8 ( espesor de pared = 1,35 ) Como material para las tapas he sacado la chapa a partir de un tubo de 50mm diam y espesor de 1.25 mm aprox. . que me quedaba en el baúl de retales , abierto y aplanado (previamente recocido), pues las cantidades mínimas que venden de chapa son de 1 m de largo X 10 cm de ancho (min). y al precio del cobre actual y la crisis no estamos. para dispendios.
Es importante destacar que todos los materiales empleados para las caldera ysoldadas directamente a la mismas han de ser de cobre y casquillos, bridas soporte, etc de bronce, pues el laton a la larga se descompone o destruye, quedando este material para los accesorios roscados o embridados a la caldera.
Otra recomendación: Si se usa varillas de plata con contenidos de Cadmio, al ser éste un matrerial que desprende vapores tóxicos, es necesario trabajar siempre en ambientes bien ventilados.
Así que he torneado la brida a un diam interior de 76,5 mm(que será el diámetro exterior de la tapa ajustada al interior del tubo.
El molde o núcleo interior a partir de un machon roscado de latón, lo he torneado exterior a aprox 74,5 mm.
Todo este proceso es bastante fácil y no se asusten los que se quieran iniciar en el tema ya que, con un mínimo de practica en soldadura con plata y el torno, pueden acometer la construcción de calderas.
Os diré que la caldera ya está terminada con a excepción del nivel y válv. de seguridad y a falta de la prueba hidráulica, todo el proceso lo he terminado en 4 tardes /noches incluyendo torneado de casquillos de bronce y soprte de nivel ( el domo lo he aprovechado de un proyecto anterior)
Os paso las primeras fotos
Se trata de una caldera cilíndrica o escocesa, horizontal de llama en retorno, que, a diferencia de las que comúnmente se comercializan o detallan en algun foro y que son de tipo de llama directa o semidirecta, ésta dispone de la caja de fuegos y haz de tubos vaporizadores totalmente incluido en el interior de la envolvente, de manera que las pérdidas de calor son mínimas. y se ve reflejado en el rendimiento (consumo de gas)
Esto supone un mayor trabajo de soldadura, así como una mayor minuciosidad en la ejecución y verificación de las mismas, antes de cerrar la envolvente con las tapas, pues cualquier defecto o falta de penetración se traducirá en fugas interiores, imposibles de reparar.
Por otro lado, para este tipo de soldadura fuerte, se requiere preferiblemente el uso del oxibutano, oxipropano , o mejor oxiacetileno , aunque este último no es estrictamente necesario en estos tamaños de calderas.
Si no se dispone de estas últimas, un buen soplete de butano con boquilla de tipo dardo con potencia de 300 gr/h, puede valer también. Es de gran ayuda el aporte adicional de un soplete extra para calentado previo de tido el conjunto.
Para un mejor acabado de las tapas y su ajuste en la virola he empleado como moldes de embutición bridas de tuberias debidamente torneadas a las medidas del tubo, así como machones de latón tambien torneados , que serviran como núcleo o molde para el caso.
ya que siempre prefiero soldar las tapas con solapa en lugar de por testa.
Dispongo de un trozo de tubo de cobre de medidas algo raras Diam. ext=79,5
int=76,8 ( espesor de pared = 1,35 ) Como material para las tapas he sacado la chapa a partir de un tubo de 50mm diam y espesor de 1.25 mm aprox. . que me quedaba en el baúl de retales , abierto y aplanado (previamente recocido), pues las cantidades mínimas que venden de chapa son de 1 m de largo X 10 cm de ancho (min). y al precio del cobre actual y la crisis no estamos. para dispendios.
Es importante destacar que todos los materiales empleados para las caldera ysoldadas directamente a la mismas han de ser de cobre y casquillos, bridas soporte, etc de bronce, pues el laton a la larga se descompone o destruye, quedando este material para los accesorios roscados o embridados a la caldera.
Otra recomendación: Si se usa varillas de plata con contenidos de Cadmio, al ser éste un matrerial que desprende vapores tóxicos, es necesario trabajar siempre en ambientes bien ventilados.
Así que he torneado la brida a un diam interior de 76,5 mm(que será el diámetro exterior de la tapa ajustada al interior del tubo.
El molde o núcleo interior a partir de un machon roscado de latón, lo he torneado exterior a aprox 74,5 mm.
Todo este proceso es bastante fácil y no se asusten los que se quieran iniciar en el tema ya que, con un mínimo de practica en soldadura con plata y el torno, pueden acometer la construcción de calderas.
Os diré que la caldera ya está terminada con a excepción del nivel y válv. de seguridad y a falta de la prueba hidráulica, todo el proceso lo he terminado en 4 tardes /noches incluyendo torneado de casquillos de bronce y soprte de nivel ( el domo lo he aprovechado de un proyecto anterior)
Os paso las primeras fotos
Archivos adjuntos
-
 CIMG5944 los diferentes componentes.JPG88,9 KB · Visitas: 19.297
CIMG5944 los diferentes componentes.JPG88,9 KB · Visitas: 19.297 -
 CIMG5950 Este es el casco,con la disposición de elementos.JPG88,9 KB · Visitas: 19.297
CIMG5950 Este es el casco,con la disposición de elementos.JPG88,9 KB · Visitas: 19.297 -
 CIMG5945 taladrado de los orificios del haz tubular.JPG91,7 KB · Visitas: 19.297
CIMG5945 taladrado de los orificios del haz tubular.JPG91,7 KB · Visitas: 19.297 -
 CIMG5941 taladrado de la segunda tapa.JPG84,7 KB · Visitas: 19.297
CIMG5941 taladrado de la segunda tapa.JPG84,7 KB · Visitas: 19.297 -
 CIMG5942 cortando el orificio tubo hogar.JPG83,3 KB · Visitas: 19.297
CIMG5942 cortando el orificio tubo hogar.JPG83,3 KB · Visitas: 19.297 -
 CIMG5943 comprobación ajuste tapa.JPG78 KB · Visitas: 19.297
CIMG5943 comprobación ajuste tapa.JPG78 KB · Visitas: 19.297 -
 CIMG5949 casi listo para soldar; falta taladrar el frente.JPG81,1 KB · Visitas: 19.297
CIMG5949 casi listo para soldar; falta taladrar el frente.JPG81,1 KB · Visitas: 19.297 -
 CIMG5952 la tapa con los tubos soldados.JPG76,2 KB · Visitas: 19.297
CIMG5952 la tapa con los tubos soldados.JPG76,2 KB · Visitas: 19.297